常见问题
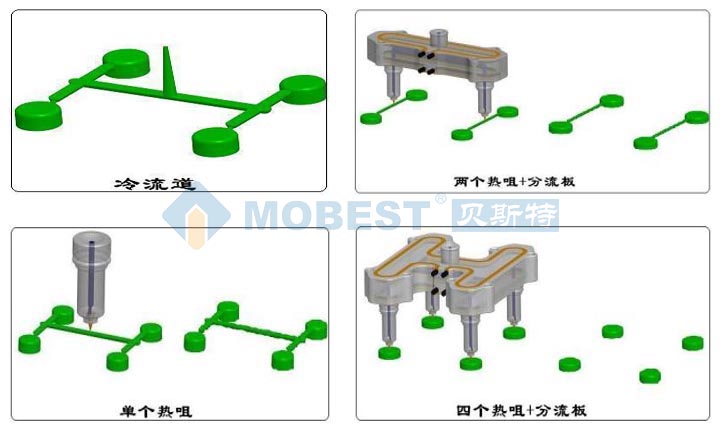
热流道和冷流道的区别
MOBEST 贝斯特热流道 浏览 次
热流道和冷流道的区别

产品案例

材料PBT,原设计为8点细水口进胶,水口重13.25g,产品单重1.3g,8个产品总重10.4g。
改为
贝斯特热流道方案8点热嘴全热流道进胶,没有水口。
|
冷流道模具 |
热流道模具 |
|
成型周期:21s, |
成型周期:约16s,(填充和冷却时间有缩短) |
|
水口重量:约13.25克, |
水口重量:0 克, |
|
一天按20小时生产量=20*60*60/21=3428模次 |
一天按20小时生产量=20*60*60/16=4500模次 |
|
以材料单价25元/公斤计算,每天产生废料重量=3428*13.25/1000=45.42kg,费用=47.42*25=1185.5元 |
每天产生废料费用=0 元 热流道成本费用约8.0万元,约67天废料成本与热流道成本相等 |
|
生产100万模次,需时1000000/3428=291天, |
生产100万模次,需时1000000/4500=222天,提前69天完成。 |
|
生产100万模次水口重量为:=1000000*13.25/1000=13250kg, 水口回收按7元/公斤, 冷流道模具生产成本费用=13250*(25-7)=238500元 |
100万模次水口费用0元,热流道约成本8.0万元 即:使用热流道后生产成本费用为8.0万元 |
|
每套模每生产100万模次产品,节省材料费用约23.85-8.0=15.85万元,生产时间缩短69天,人工费用按30天4500元,节省人工费用=69/30*4500=10350元,单套热流道总节省费用约16.885万元。按贵司模具有50套需修改为热流道,可节省费用至少844.25万元 |
|
热流道可以节省材料,减少人工,节省成本,提高产能。
使用热流道可以为您带来更高回报
1.使用热流道更节省成本,材料价格越高,水口废料越多,产品产量越大,则使用热流道节省费用越多
2.水口料需仓储,粉碎,电力消耗,且会降低产品质量,还增加1-2个人工,而热流道无水口,节省人工同时产品质量更好。
3.三板模因水口板运动导致模具易损坏,改用热流道后模具寿命更久,品质更稳定。
热流道可以更大量生产。
1.因热流道系统没有水口,注塑时间和冷却时间可大幅缩短,使用热流道系统可使成型周期缩短20%-25%
2.采用热流道系统可以实现更多腔产品的注塑,至少可以提高25%的产能。
3.热流道系统内部压力损耗小,产品的内应力小,产品表面质量和力学性能更好;
- 上一篇:
- 下一篇:已经没有了!